 扫一扫,手机浏览
扫一扫,手机浏览- 精胜JHP-600D1双平板热压压片机 实验室手动压机180*180mm
详细信息
品牌:精胜 型号:JHP-600D1 加工定制:是 压力范围:0-230吨 活塞直径:110mm 腔体尺寸:180*180 mm 外形尺寸:230×390×420 mm 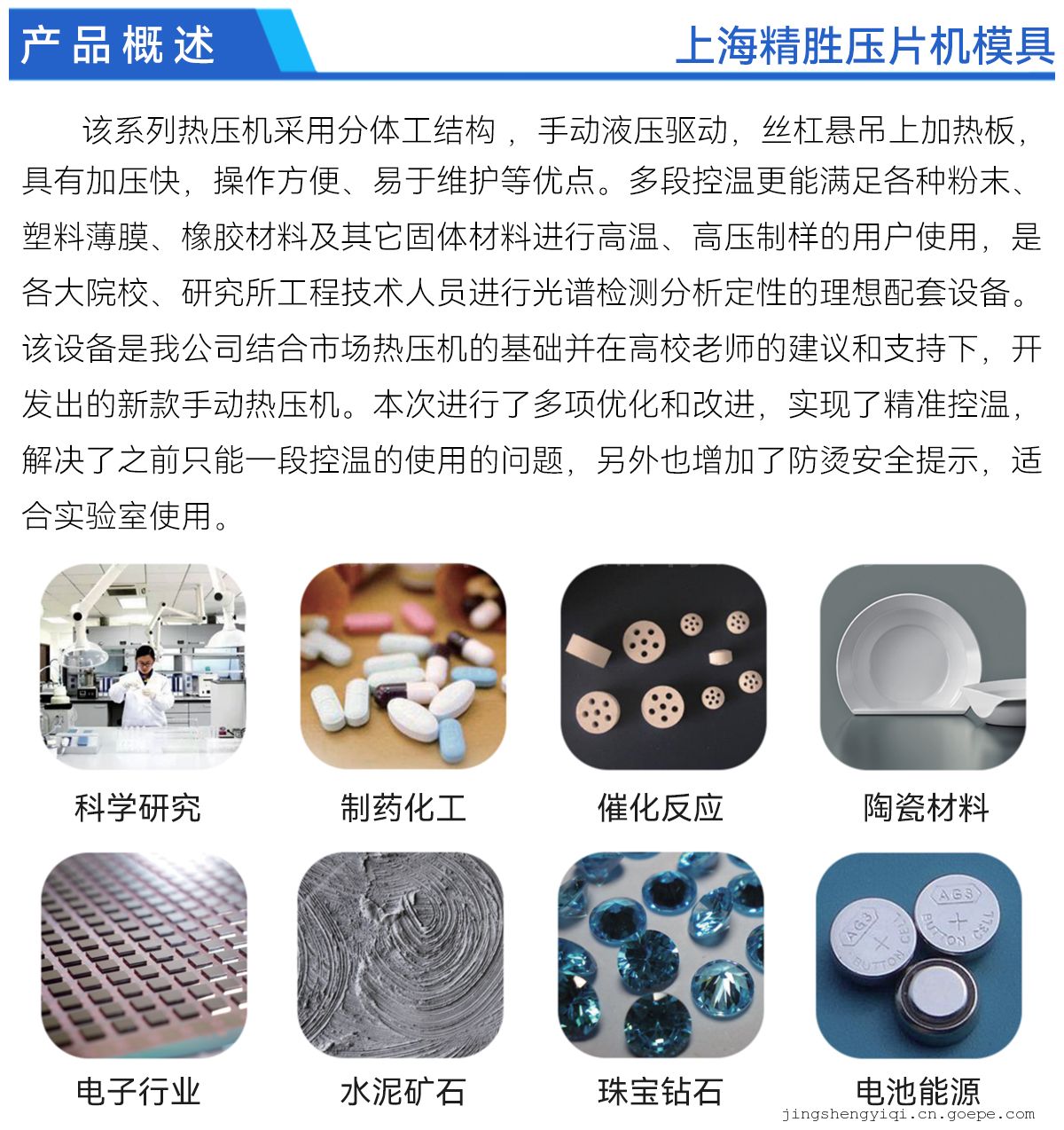

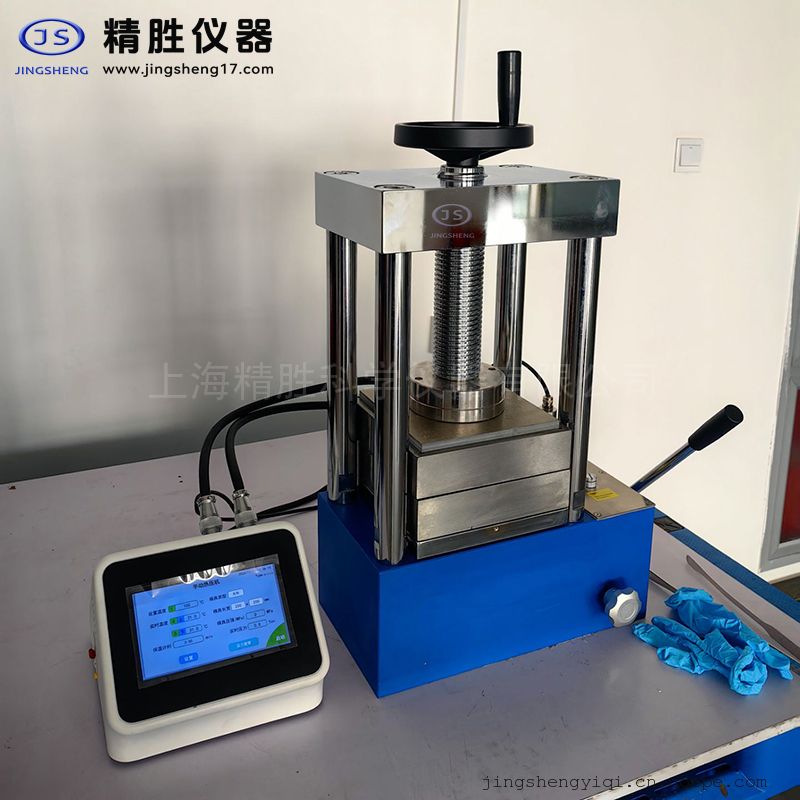
 JHP-600D系列双平板手动热压机
JHP-600D系列双平板手动热压机
(30吨、四柱)
一、产品概述:
该系列热压机采用分体工结构 ,手动液压驱动,丝杠悬吊上加热板, 具有加压快,操作方便、易于维护等优点。
多段控温更能满足各种粉末、塑料薄膜、橡胶材料及其它固体材料进行高温、高压制样的用户使用,是各大院校、研究所工程技术人员进行光谱检测分析定性的理想配套设备。
该设备是我公司结合市场热压机的基础并在高校老师的建议和支持下,开发出的新款手动热压机。本次进行了多项优化和改进,实现了精准控温,解决了之前只能一段控温的使用的问题,另外也增加了防烫安全提示,适合实验室使用。
二、机器操作指南:
1、设置步骤:
插上电源,启动左侧电源开关,设备进入通电阶段,屏幕自动亮起,进入主界面,点击屏幕【设置】按钮,进入设置页面:
【主界面】
【温度设置界面】
>温度设置:1-5阶段,根据需求设置所需要的温度及每段温度的保温时间,注意设置时后阶段的温度要高于前一阶段温度。本机只用输入一组温度,上、下板便同时加热,这样更省时、方便快捷。
>模具类型:圆形、方形、异形(任选)。当选择圆形时,输入模具直径;选择方形时,输入模具长宽尺寸,系统会自动换算出模具所承受的压强。当模具为异形时,则不需要输入模具尺寸,当然也就无法自动计算模具承受压强
>实时温度:实时温度为当前模具加热过程中的实际温度。
>模具压强:根据设定的压力值、模具类型和模具尺寸,自动计算出模具承受压强。【注:使用此功能需要配备我公司的压片机,其他公司的压片机也可以定制】
>其他设置:
设置系统时间:点击时间设置后面的小方框,便可以直接修改时间,修改完成后要
再次点击【设定时间】按方能保存。
蜂鸣器:默认出厂时都是【开】,如不用点击便可关闭。
亮度:直接在方框内修改合适的亮度,设置后要再次点击【设定亮度】
校验温度(上)和校验温度(下):室温情况下,上、下模具温度应该一致,如若不一致可通过测温后校正此处数值。
语言设置:【中文】和【英语】,可根据需求选择合适的语言,点击切换后保存。
【其他设置界面】
>保存和返回:当所有数据设定完毕时,点击【保存】按钮,进入主界面,可启动加热程序。
【启动加热界面】
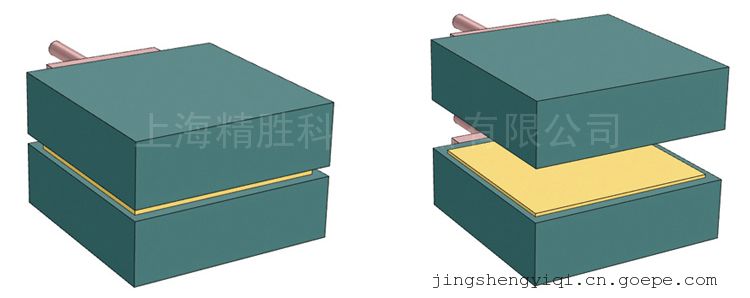
三、模具示意图
1、加热模具实物图:
2、加热模具示意图:
压制过程 退膜过程
四、技术指标
产品型号 JHP-600D1 JHP-600D2 JHP-600DG1 JHP-600DG2
压力范围 0-30T
压力显示 Mpa、吨位双刻度指针显示
油缸直径 Ф110mm
油缸行程 30mm
智能温控器控温方式 5段可调连续控温
模具加热范围 室温-300℃ 室温-500℃
加热板尺寸 180×180mm 200×200mm 180×180mm 200×200mm
控温精度 0.1℃
保压时间 不限时(手动泄压)
显示方式 7寸 触摸液晶屏
加热安全提示 加热后显示模具实时温度并提注意防汤
数据管理 可管理、储存、查看
设备电源 220V(50Hz/60Hz)
模具压强换算 程序自动换算/并直接显示样品所承受压强(Mpa)(选配)
备注:可根据用户要求定制热压机压力和加热板尺寸
五、压片机注意事项:
1、运输途中为了防止漏油,我们会将注油螺钉拧紧,使用时,需拧松注油螺钉;
2、使用压片机,请把压片机放置在平稳坚固的平台上使用;
3、使用时,务必把模具放置在压力中心位置,否则会因压力偏移可能导致模具压坏,甚至发生危险情况;
4、每次使用前,请检查压片机立柱是否松动,如有松动,需及时拧紧螺丝加固;不定期检查机器螺栓是否牢固,发现问题,立即时间紧固,切不可大意;
5、定期检查油缸内油量,正常应在离加油口5-10mm为宜;
6、压片机使用清洁的68号抗磨液压油为宜;
7、使用时,油缸活塞上升不能超过规定行程(即:工作台上升距离),否则容易造成回程拉簧变形,导致油缸无法回到初始位置;
8、请保护好压力表,不要磕碰撞击,否则容易造成压力表故障;
9、使用时,加压决不允许超过压片机的压力范围,否则会损坏压片机,甚至发生危险情况;
10、使用模具时,请先确认好模具自身的承压,加压时不要超过模具的承压,否则会压坏模具,甚至发生危险情况;
11、使用或者搬运压片机时,请保持压片机站立,勿将压片机放倒或者倒置,否则会损坏压片机。
12、由于压片机自身很重,移动时请注意安全;
13、长时间不用时,建议切断电源,触摸屏表面附上一层薄膜;
14、使用热压模具或者热压机时,由于加热温度很高,麻烦提前做好防烫措施,以防出现烫伤;
15、放置或使用热压机时,尽量与实验室其他仪器保持一定距离,防止热量外溢损坏其他设备。
16、使用过程中有任何问题,或压片机发生故障时,请暂停使用,请及时联系客服或者销售人员。
-

上海精胜科学仪器有限公司
手动粉末压片机,红外压片机,自动压片机,纽扣电池封口机,红外模具,圆柱模具,旋片真空泵,干燥培养设备,电子天平,石油检测仪器,气象检测仪器,生命科学仪器等实验室仪器
-


精胜JHP-600D1双平板热压压片机 实验室手动压机180*180mm
页面价格仅供参考,具体请联系报价起批量 价格 - ≧1 台
¥28000.00
- 产品型号:JHP-600D1
- 品 牌:精胜
- 所 在 地:上海
- 更新日期:2025-02-06
选择 1台起售 ¥28000.00 库存充足 -+合计:1台总价:28000.00元(联系我时,请说明是从谷瀑网看到的,谢谢!)店内推荐产品
 ¥50000.00
¥50000.00- ¥48000.00
 ¥42000.00
¥42000.00- ¥40000.00
- ¥32000.00
- ¥30000.00
- ≧1 台




上海精胜科学仪器有限公司 电话:021-61500610 手机:15000682181 地址: 上海浦东周浦镇万达广场D栋409
内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。