 ɨһɨ���ֻ����
ɨһɨ���ֻ����








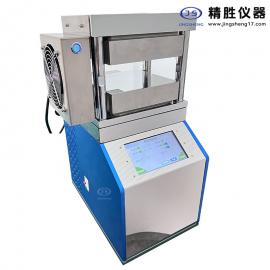
- ��ʤJZP-40�Զ���ĩѹƬ�� ʵ�����Զ�ѹ���� һ��ʽ������
��ϸ��Ϣ
Ʒ������ʤ �ͺ���JZP-40 �ӹ��������� ѹ����Χ��0-40�� ����ֱ����110mm ǻ��ߴ���170*160 mm ���γߴ���230��390��420 mm 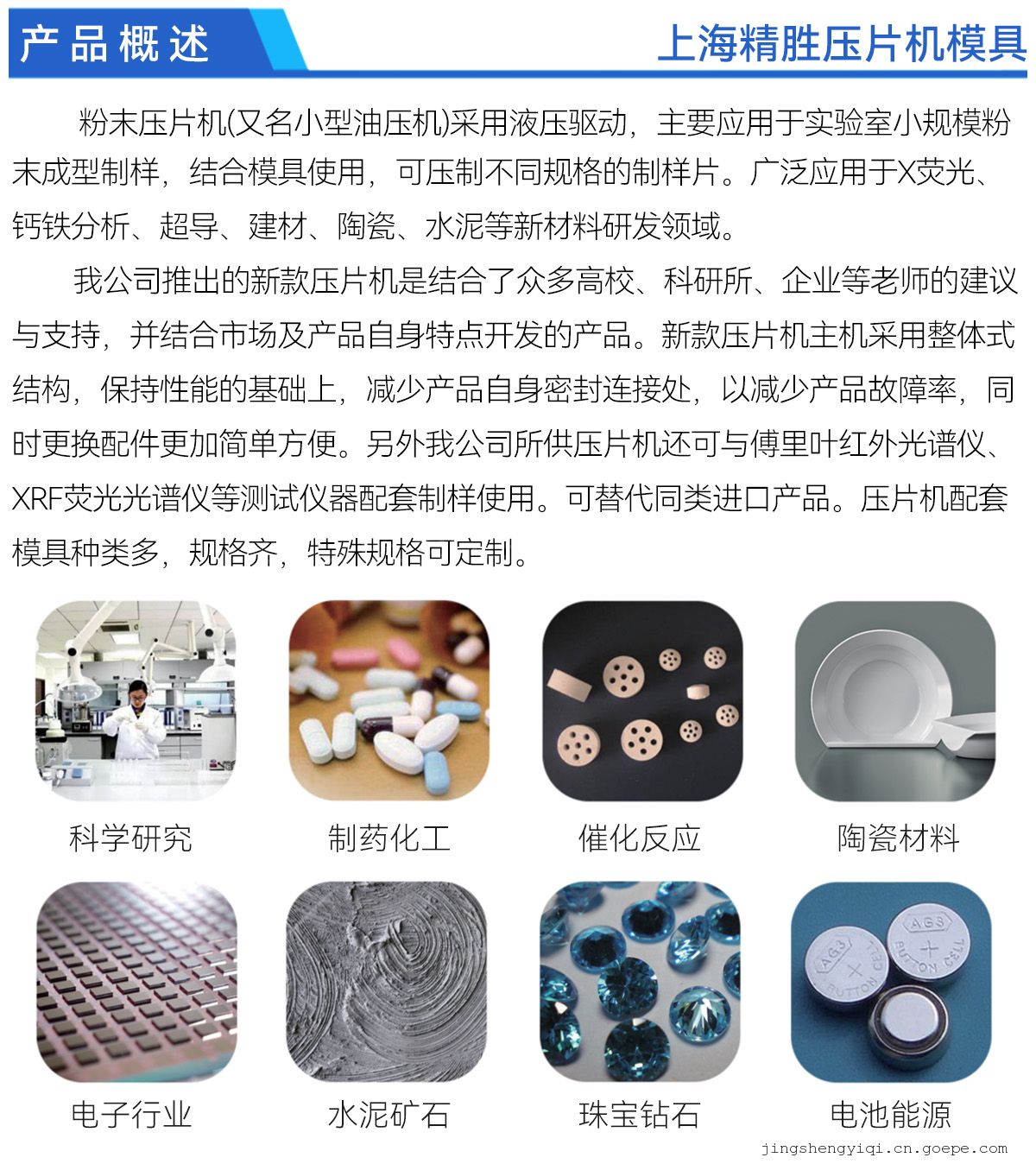



 JZPϵ���Զ�ѹƬ��
JZPϵ���Զ�ѹƬ��
������Һ������
һ������������
��ĩѹƬ��������С����ѹ��������Һѹ��������ҪӦ����ʵ����С��ģ��ĩ��������������ģ��ʹ�ã��㷺Ӧ����Xӫ�⡢�������������������ġ��մɡ�ˮ����²����з�����
��ĩѹƬ��(����С����ѹ��)����Һѹ��������ҪӦ����ʵ����С��ģ��ĩ�������������ģ��ʹ�ã���ѹ�Ʋ�ͬ��������Ƭ���㷺Ӧ����Xӫ�⡢ �������������������ġ��մɡ�ˮ����²����з�����
�ҹ�˾�Ƴ����¿�ѹƬ���ǽ�����ڶ��У������������ҵ����ʦ�Ľ�����֧�֣�������г�����Ʒ�����ص㿪���IJ�Ʒ�����ν����˶����Ż��Ľ���ʵ����ȷ��ѹ�������֮ǰ6mm����ֱ��ģ�߲������Զ�ѹƬ����ʹ�õ����⣬ͬʱҲ�����˿ͻ���μ�ѹ�����ݵ�������������Ҳ�����˺ܶలȫ���á��¿�ѹƬ��������������ʽ�ṹ���������ܵĻ����ϣ����ٲ�Ʒ�����ܷ����Ӵ����Լ��ٲ�Ʒ�����ʣ�ͬʱ����������Ӽ��㡣�����ҹ�˾����ѹƬ�������븵��Ҷ��������ǡ�XRFӫ������ǵȲ���������������ʹ�á������ͬ����ڲ�Ʒ��ѹƬ������ģ������࣬����룬������ɶ��ơ�
������Ʒ���ƣ�
1����μ�ѹ�����μ�ѹ-���β�ѹ-�Զ���ѹ-��ʱйѹ��
2��7�紥����ʾ������ʱ������Ӣ���л���
3��USB��������ӿڣ��������ݲ鿴���漰������
4������ѹ����С����ʱ������
5��ϵͳ�Զ�������Ʒ����ѹǿ����ѹ���ѣ���
6��ʵ��ѹǿ���������ѹǿ�Զ�����йѹ����
7���׳�����λ�߶��Զ�йѹ��
8���ְ�������л������ţ�
9����ȷ��ѹ����ʵ��С��λѹ�����ƣ�
10���ɸ����û�Ҫ����ѹƬ���ռ�߶ȣ�
������Ҫ����ָ�꣺
�豸�ͺ� JZP-10 JZP-20 JZP-30 JZP-40 JZP-60
ѹ����Χ 0.2-10.0T 0.3-20.0T 0.3-30.0T 0.5-40.0T 1.0-60.0T
��ֱ�� ��65mm ��95mm ��110mm ��130mm ��150mm
���г� 30mm 50mm
��ѹ��ʽ �綯��ѹ
��ѹ���� ���μ�ѹ-���α�ѹ-�Զ���ѹ-��ʱйѹ
��ѹ���� 5�μ�ѹ��������
��ģѹ�� ����������
��ѹʱ�� �����趨(��N�룩
��ʾ��ʽ 7�� ����Һ����
ģ��ѹǿ���� �����Զ�����/��ֱ����ʾ��Ʒ������ѹǿ��Mpa��
����λ���� �׳�����λ�߶��Զ�йѹ
������ȫ���� ����ϵͳѹǿ����������ȫѹǿʱ�Զ�йѹ
������ȫ���� ��ͣ����+�ְ����+�л�����������
���ݹ��� �ɹ��������桢�鿴��USB����
�豸��Դ 220V��50Hz/60Hz��
�����ռ�mm ��145×160 175×170 180×210
���γߴ�mm 230×390×420 280×460×550 300×520×580
�豸���� Լ95kg Լ150kg Լ180kg
��ע������Ϊ�ҹ�˾ѹƬ�����ϣ������ο����ɸ��ݿͻ������ƻ�Ľ�ѹƬ����
�ġ���������ָ�ϣ�
1�����ò��裺
���ϵ�Դ���������أ��豸����ͨ��Σ���Ļ�Զ����𣬽��������棬������Ļ�����á���ť����������ҳ�棺
����ͼ1�������棩
ѹ�����ú��������ã�
>��ѹ�Σ�1-5�Σ��������ã�
>ģ�����ͣ�Բ�Ρ����Ρ����Σ���ѡ������ѡ��Բ��ʱ����ȷ����ģ��ֱ����ѡ����ʱ����ȷ����ģ�߳����ߴ磻��ģ�߷�Բ�λ������ʱ����ֻ��ѡ��ģ��Ϊ���Σ�����Ҫ����ģ�߳ߴ磬��Ȼ��Ҳ�����Զ�����ģ�߳���ѹǿ��
>ѹ���趨����ѡ���ѹ��Ϊ“1”ʱ����ֻ������1����ѹ���ݣ��Դ����ƣ�ѡ����ѹ�Σ���ֻ�����ü�����ѹ���ݣ���ѹֵ�������ģ�����Ľβ���С��ǰ���ѹ��ֵ����*���ܳ���ѹƬ��ѹ��ֵ��ÿ���ξ����Զ������ò�ѹֵ�ͱ�ѹʱ�䣬��������Ҫ��μ�ѹʱ����ѹ������Ϊ“1”���ﵽѹ��ֵ�����뱣ѹ�Ρ������ѹʱ�����á���
>��ѹ�趨������˼�壬��ʵ���ǵ�ʵʱѹ�����������趨ѹ��ֵʱ������ͼ5.0�֣������뱣ѹ�Σ���ѹ�Σ�����ͼ��ѹʱ��30�룩��ѹ��������ѹֵʱ������ͼ4.9�֣�������Զ�������ѹֵ�趨ѹ��ֵ5.0�֣���������ʣ��ı�ѹ�Ρ�
>��ѹʱ�䣺����ʱ��N�룩�������ã���������Ҫ̫��ʱ�䱣ѹʱ������ʱ��������һ�㣬���Ը���йѹ������ȡ����
>ģ��ѹǿ�������趨��ѹ��ֵ��ģ�����ͺ�ģ�߳ߴ磬�Զ������ģ�߳���ѹǿ���ر����ѣ�С���ģ��Ҫ�ر�ע��ģ�߳�ѹ���ޣ����������趨ѹ��ֵ������ģ����
>�������ã�����ϵͳʱ�����ģѹ����Сģ���ر�ע�⣬��ģѹ�����˹���������ģ������ģʱ�����ʵ�������ģѹ���������Ҫע��ģ�߹��ı仯����Ҫ�������á�
����ͼ2��ѹ�����ý��棩
����ͼ3���������ý��棩
>����ͷ��أ������������趨���ʱ��������水ť�����������棬��������ѹ��������Ҫ�Ķ�����ʱ����ֱ�ӵ�����ذ�ť���ص���ҳ�档
2��������ѹ��
��ѹ��������Ϻɵ��������������ť����ʼ��ѹ�����ע������ʵʱѹ�����ݣ���ģ��ʵ���������ʱ��������״̬����������������ɵ����Ļ�е�ֹͣ��ť��ֹͣ��ѹ��Ҳ��ֱ�Ӱ��»��������ļ�ͣ���ذ�ť������ֹͣ����������
����ͼ4��������ѹ�Σ�
3�����ݹ�����
ÿ��������ѹ���ݾ��Զ����棬����ԱȺͲ鿴��ɾ������գ�����ͨ��U�̵�����
�塢������ע�����
1������Դ���Ƿ�©�����ˣ��Ա�֤������ȫ����ʱ�䲻��ʱ������ϵ���Դ����ʱ�䲻��ʱ�������жϵ�Դ�����������渽��һ�㱡Ĥ��
2��ʹ��ѹƬ�������ѹƬ��������ƽ�ȼ�̵�ƽ̨��ʹ�ã�
3��ʹ��ʱ����ذ�ģ�߷�����ѹ������λ�ã��������ѹ��ƫ�ƿ��ܵ���ģ��ѹ������������Σ�������
4��ÿ��ʹ��ǰ������ѹƬ�������Ƿ��ɶ��������ɶ����輰ʱš����˿�ӹ̡������ڼ�������˨�Ƿ��ι̣��������⣬�������̣��в��ɴ��⣻
5�����ڼ����������������Ӧ������Ϳ�5-10mmΪ�ˣ�
6��ѹƬ��ʹ������68�ſ�ĥҺѹ��Ϊ�ˣ�
7��ʹ��ʱ�������������ܳ����涨�г̣���������̨�������룩������������ɻس����ɱ��Σ����������ص���ʼλ�ã�
8���뱣������ʾ������Ҫ����ײ�����������������ʾ�����ϣ�
9��ʹ��ʱ����ѹ������������ѹƬ����ѹ����Χ���������ѹƬ������������Σ�������
10��ʹ��ģ��ʱ������ȷ�Ϻ�ģ�������ij�ѹ����ѹʱ��Ҫ����ģ�ߵij�ѹ�������ѹ��ģ�ߣ���������Σ�������
11��ʹ�û��߰���ѹƬ��ʱ���뱣��ѹƬ��վ������ѹƬ���ŵ����ߵ��ã��������ѹƬ����
12������ѹƬ���������أ��ƶ�ʱ��ע�ⰲȫ��
13��ÿ��������ϣ�Ҫ��ʱ�����������������ر����ס���Ļ����·������ɢ���ĩ��ˮ�������۵ȣ��������ʴ�����۹������ע�⣬Ҫ��ʱ����������������˿�ܴ������ͻ�ʿ�֣�����˿������Ӱ��ʹ�á�
14��ѹƬ����������ʱ������ͣʹ�ã��뼰ʱ��ϵ�ͷ�����������Ա��


-
��Ʒ����
�� ��
��˾��̬
��������